|
|
Newsletter Samuel Knight Chapter Society for Industrial Archeology Issue Number 11 August 12, 2002 |
Contents:
Knight Foundry Update
Upcoming Tours and Events
Washington Twp. Railroad Fair
Annual Meeting
Recent Tours and Events
Victory Ship Tour
Barrel Making in Mendocino County
The Comeback of an Old Sawmill
Sturgeons Sawmill - Frozen in Time
Sturgeons Mill Restoration Project
Contact and Membership Information
Copyright © 2002-2003 Samuel
Knight Chapter of the Society for Industrial Archeology.
The Newsletter is
published whenever it seems appropriate.
Members are encouraged to contribute articles, letters to the
editor and items for the Calendar.
The Chapter web site is being moved, stay tuned for its new
location.
Jay McCauley
Although the Chapter completed a successful spin-off of the effort to preserve the historic Knight Foundry in 2001, we remain connected to the effort, and interested in progress towards the long term goals of the preservation project. The Chapter encourages our members to consider joining the Knight Club, the organization of volunteers donating their time and funds to the effort.
The news from the foundry continues to be good. The Knight Foundry Corporation has received the first installment of the Save America's Treasures grant. This is a matching grant, and the Corporation is actively seeking donors at all levels.
There is an active volunteer program, with the third Saturday of each month being a regular work day. Work on an inventory of the artifacts began in July, as the first stage of a collections management effort. Preliminary work on the Historic Structures Report has also begun. Quoting from the April issue of Noon Whistle, the foundry's new newsletter,
The Historic Structures Report (HSR) is an extremely detailed record of the past history and present state of the buildings and equipment. ... The HSR also contains all plans for preservation, restoration and repurposing (for instance to accommodate the Ironmonger foundry shop). The HSR thus looks both forward and backward in time. ...
Here is where volunteers interested in research come to the fore. Over the next months, we will need to review the old newspapers at the county archive and library. We will need to hunt out family photo albums in the community for old pictures of Knight Foundry.
From pictures in Noon Whistle, considerable progress has already been made at the foundry, but there is still lots of work yet to be done. The team has impressive goals, and considerable early successes, so with our help, the Knight Foundry can be preserved as a unique piece of industrial history. For more information, contact the foundry at 209.267.0201 or by mail at P.O. Box 1776, Sutter Creek, CA 95685. Better still, come up for our annual membership meeting at the foundry in October, see below for details.
|
Washington Twp. Railroad Fair 2002 August 31, September 1 and 2 Ardenwood Historic Farm |
The Society for the Preservation of Carter Railroad Resources is sponsoring their second annual Washington Township Railroad Fair at the Ardenwood Historic Farm. One of the highlights will be reconstruction of West Side Lumber Co. #222, a wooden flatcar. Many members and friends should recall the great time we had working together at RailFair 98 on "This Old Flatcar". Though smaller in scale, this event promises to be equally fun and educational.
We will have a Chapter presence, and handouts to encourage new members.
If you are interested in working on #222, contact Randy Hees (650) 347-5055. More information about the event may be found at the SPCRR website: http://www.spcrr.org Do plan on attending the Railroad Fair, it promises to be the highlight of the long weekend.
Annual Membership Meeting
1:30 PM, Saturday, October 5
Knight Foundry
We will hold our Annual Meeting at Knight Foundry. Sutter Creek is in the Sierra foothills on Highway 49 about an hour's drive from Sacramento, and two hours from Oakland on the west and Carson City on the east. Park at one of the public lots in Sutter Creek, walk east on Eureka Street (one half block north of the bridge over Sutter Creek, the creek) and Knight Foundry within sight at the end of the street. Handicap parking is available at the Foundry via Broadway Alley off Broad.
We will elect Chapter officers (President, Secretary and Treasurer) and four Chapter Directors at this meeting if a quorum of members is on hand; if not we will conduct a mail ballot. The Chapter is only as strong as its Board, so join us in revitalizing the organization. If you would like to stand for election, but cannot come to the meeting please notify the Chapter Secretary. You must be a member in good standing of the Chapter and the Society for Industrial Archeology to serve as a Director.
Preliminary work has started on designation of an National Heritage Corridor in Amador County that will serve as a unifying theme for the many different sites significant to the area's industrial heritage in gold mining, lumber, and railroading. This will be discussed at the meeting.
October is a lovely time in the Sierra foothills, we encourage visits to some of the other sites significant to industrial archeology, such as the Amador County Museum in Jackson, the Kennedy Mine in Jackson or the California State Mining and Mineral Museum in Mariposa.
September 22, 2001
Coastal fog and low clouds, clearing by mid day... That's how our Victory Ship trek began. The SS Red Oak Victory is berthed in Richmond, only a few miles from the Kaiser shipyard where she was constructed in a mere 87 days in 1944. We had an excellent initial tour of the ship, then the really fun part, a chance to explore the engine room! There was even a connection to a Chapter excursion of a few years ago, when we found that there were pieces of machinery built by the Hendy Iron Works in Sunnyvale. It was hard to imagine working in that space, the heat, the noise, the machinery in constant need of attention. Everyone found something that piqued their curiosity, whether it was the engine room, or the sense of the crew having just left their cabins, when one looked in at the artifacts or read the posted licenses.
True to form, the fog did burn off in time for lunch at the new Rosie the Riveter Memorial on the Richmond waterfront, at the site of Kaiser Shipyard #2. This is a tribute to the thousands of women who worked in the local shipyards during World War II. The memorial is an exercise in imagination. One wanders through a setting designed to evoke the sense of a Liberty Ship under construction, but with only minimal structures. Throughout the quotations from the women are engraved in stones, many quite poignant. Although largely unsung, these courageous women truly helped win the war.
The trek ended with a visit to the Corps of Engineers Bay Model in Sausalito. The model itself is a fascinating device that allows experiments to be conducted that model water flows in the entire San Francisco Bay region. Also housed there is an exhibit presenting the history of the Marinship shipyard, another World War II shipyard. These shipyards revolutionized the construction of cargo vessels through the use of assembly line techniques and welded joints instead of the traditional rivets. (Maybe the Memorial should have been called Rosie the Welder?)
The tour was an excellent reminder of the importance of the
Bay Area shipyards to the Allied victory. It is also a reminder of how ephemeral
even large industrial enterprises are, as hardly any traces remain of the
shipyards that helped win the war.
Barrel Making in Mendocino County
Anthony Meadow
©
Anthony Meadow 2002. Some portions of this article are copyright Fetzer Winery.
When we bid for a tour of the Fetzer winery at our children's school auction I was not expecting an excellent industrial tour. Winery tours are quite common in California and typically include a brief look at the equipment used to weigh and press the grapes and filter and ferment the juice. However our trip to Fetzer included something else of interest. We toured the cooperage and winery on August 1, 2001. This article describes what we saw along incorporating notes provided by Mendocino Cooperage.

The Fetzer winery was started by Barney and Kathleen Fetzer and their children and offered their first wines in 1968. Production increased over the years: 2,500 cases in 1968, 50,000 cases in 1976, 540,000 cases in 1984, 2.2 million cases in 1992. The winery is known for producing good quality, reasonably priced wines such as Chardonnay, Zinfandel, Cabernet Sauvignon, Merlot, Riesling and White Zinfandel.
Over the years the Fetzer family applied many contemporary practices to their business. The winery committed to growing and purchasing organic grapes only in the late 1980's. Fetzer is now a leader in applying environmental practices throughout their business. They compost the pomace (grape seeds and stems) for use as fertilizer and mulch. Using various techniques, Fetzer has reduced their energy consumption significantly. In 1992 the Brown-Forman Corporation purchased Fetzer Vineyards from the family. The winery practices started by the Fetzers continue to this day. The Fetzer family retained most of the vineyards.
Picture 1: Mendocino
Cooperage - large stacks of oak are visible next to the forklift
Fetzer decided to start a cooperage in order to have better control over another aspect of wine making. There were both aesthetic and financial reasons for making this investment. While the cooperage was begun primarily to supply Fetzer, they sell their barrels to many other customers. Ground was broken for the cooperage in 1993.
Mendocino Cooperage
By starting the Mendocino Cooperage Fetzer became the only American winery with on-site barrel making capabilities. There are other cooperages in California including Seguin Moreau USA, Demptos Cooperage and Radoux Cooperage. All three are subsidiaries of French tonnelleries (cooperages). There are American cooperages in other states such as Kelvin Cooperage in Louisville, Kentucky and World Cooperage Company in Lebanon, Kentucky and several locations in Missouri.
As soon as our guide announced that we would be visiting their cooperage I was eager to see it. We were driven a mile or so from the visitor center and quickly arrived at the cooperage. The complex of prefabricated buildings (this is not an area that is open to the general public) includes two large buildings. One building holds the equipment used to make the galvanized steel rings that encircle the barrels. We did not visit this building.
The largest building is where all the wood is processing into barrels. Outside this building are large, well-organized stacks of oak from France, Hungary and the United States. Different species of oak provide subtly different flavors when used in making wine. French oak has an older vinous history than American oak. Perhaps for that reason, French oak is scarcer and more expensive than American oak, but perhaps it is also because the characteristics of French oak are better understood than the alternatives.
Illustration 1: Layout
of the cooperage
As we walked into the building we passed workers toasting the inside of barrels. (This step occurs towards the end of the barrel making process. We returned to this area at the end of our tour.) Our group collected together at the viewing platform where we could see most of the workers (about ten in this building), equipment and barrel making processes.
Note: The layout and some of the descriptions of the processes was provided courtesy of Mendocino Cooperage. The numbers correspond to different tasks as described below.
Making the Barrel Body
The process of making barrel bodies occurs in the production line illustrated in steps 1 through 5. In the first step, the staves are jointed using a jointer (Jointing, step #1). Computerized measuring arms calculate the greatest yield for each individual piece producing joints with complete contact over the entire surface.
Illustration 2: Barrel
components
In step 2 (Raising) staves are collated into a galvanized metal ring known as a truss head hoop. More or fewer staves are used in each barrel based on the width of pieces available. The coopers' skill comes into play during the fitting of the last stave. After this a second galvanized ring of slightly larger diameter, known as a truss bilge hoop, is pounded onto the staves. A partially assembled barrel is shown in picture 2 below.
Picture 2: Pounding the
truss bilge hoop onto a partially assembled barrel
Before staves can be bent, they must be softened with heat and water (Bending, step #3). Warming of the barrels is easily controlled using smokeless electric heaters. The barrels are thoroughly soaked while being warmed (approximately 20 minutes). Picture 3 shows a number of barrels going through this process.

Picture 3: Partially
assembled barrels being soaked and warmed in preparation for bending. Note the
heater between the two closest barrels.
When wood has been softened the barrel is moved to the
winch. As shown in picture 4, a worker
then wraps a steel cable around the flared end of the barrel. Operating the
winch, he tightens the bended staves until the second truss head hoop can be
placed over them. The cable is removed,
and the second truss bilge hoop is tightened.
The staves are hammered, or "boxed" into place and the barrel
is moved to the toasting room.

Picture 4: Coiling a
steel cable around the bottom of the staves.
In the next step of assembling barrel bodies (Toasting, step #4) each barrel is placed over a "toasting pot", where it is toasted slowly over an oak fire. Barrels are turned around and flipped over to heat the interior evenly. The intensity of the fire and the time spent toasting are controlled to produce the desired color in the toasted barrel. Scraps of oak from other processes are used for the fires.

Picture 5: Light from
the flames can be seen in the barrel the workers are moving.
The final step of assembling barrel bodies is called crozing (step #5). A "croze" is the groove cut into the staves to hold the barrel tops or "heads" in place. After toasting, each barrel is inspected and any defective staves are replaced. Once the barrel is ready, it is processed using the crozing machine. The barrel body is now complete.
Making the Barrel Head
Barrel heads are manufactured in a separate production line, steps 6 through 9 in the illustration. In the first step (Heading Jointing , step #6), boards known as headings must be jointed so they will fit closely together. Each heading is placed on a conveyor and moved past two saws. The first saw cuts the left side and the second saw cuts the right side of the heading material. Each piece is then inspected and rejointed if necessary.
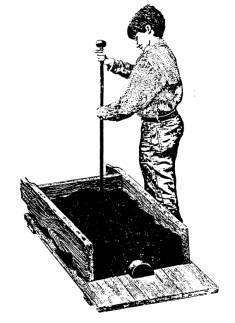
In picture 6 the worker on the right side checks the headings that have just been jointed as described above. The worker in the middle checks the boards for soundness and size (Heading Layout, step #7). The worker on the left drills holes into each piece and inserts wood dowels into the holes by the pinning machine. Before squeezing the pieces together, he puts a piece of tule reed (known as flagging) between each piece of heading (Pinning/Squeezing, step #8).
The resulting squares are cut into rounds as seen in the picture below and beveled to match the shape of the barrel croze (Rounding , step #9). Lastly the top surface is planed.
Picture 6: From the
right, the heading jointing, heading layout and pinning/squeezing tasks in
progress.
Picture 7: In the
background, squares are trimmed into barrel heads. A stack of squares awaits
trimming toward the right. Several piles of completed barrel heads are stacked
in the center.
Final Assembly and Testing
Each end of the barrel is closed up (Closing, step #10). A flour and water paste is applied to the croze before the heads are inserted. The head is then tapped into place and galvanized hoops are tightened around the head. This process forces the paste deeper into the wood to prevent leaks around the head. No glues are used in making barrels because they would cause unpleasant tastes in the wine stored in the barrel.
After assembly each barrel is tested for leaks (Testing, step #11). A half gallon of water is inserted into the barrel and the barrel is filled with air (20 psi) to force water out any holes. Barrels without any leaks are then drained, dried and forwarded to the finishing process. Barrels that leak are sent to the cooper's repair station.
Leaks in wood grain are plugged with oak pegs or wedges. Leaks between the staves and the heading pieces, or the croze are stopped with flagging (Repair Station, step #12). Repaired barrels are then retested.
Coils of galvanized steel are cut to different lengths, depending on the barrel and the placement of the hoop. At this time, two rivet holes are punched in both ends of the steel. The hoop is then flared to conform to the curve of the barrel and the hoops are riveted together. (Hoops, step #13)
In the final step, the barrels are sanded, clean galvanized hoops are pushed into place and the brand and stencils are applied to the head. Lastly head covers and a belly band are placed on the barrels and each barrel is wrapped in plastic to preserve and protect it during shipment.
Barrels and Wine
Coopering is an ancient craft. Barrels have been used to store wine and other liquids for more than 2000 years. For many centuries barrels have performed several important functions in the making of wine. Wooden barrels can hold wine for long periods of time and do not break easily. Wine has been stored in clay vessels in ancient times, but clay is both heavy and fragile compared with wood. Wood is less permeable than is unfinished clay.
In more recent times, the qualities of wood used to make barrels have enhanced the flavor and quality of wine. Some red wines, such as cabernet sauvignon and zinfandel, derive important aspects of their flavor from the natural compounds found in oak. As mentioned above, different species of oak produce somewhat different flavors. Since wine absorbs flavors from the barrels in which they are stored, barrels are not constructed with any material that might produce unpleasant flavors. In particular no glues are used.
The Business of Barrels
The primary customer of Mendocino Cooperage is Fetzer Winery. Producing over a million cases of red wine a year and a similar amount of white wine requires a large number of barrels. A photograph of the Fetzer Red Wine Storage Building is shown in picture 8. The Mendocino Cooperage makes three styles of barrels, varying somewhat in shape and capacity.
Workers at the Mendocino Cooperage are able to switch jobs so that each can perform all the tasks in the entire process. This allows each worker to learn every step in coopering.
Barrel making is a competitive business, resulting in similar prices from all cooperages. Barrels made of American oak cost approximately $450 each and around $750 each when made of French oak. Barrels are used for aging wine for roughly three years. After that they are either reprocessed (insides are scraped down and then retoasted) or sold off for other purposes.
Thanks to Mark Feinberg, Marketing Director at Mendocino Cooperage for allowing the incorporation of materials from their handouts in this article.
<
Picture 8: The Red Wine
Storage Building: 110,000 square feet containing 50,000 barrels of red wine.
Visiting Fetzer
Fetzer Vineyards Tasting Room & Visitor Center
13601 East Side Road
Hopland, CA 95449
Phone: 800 846 8637 or 707 744 1250
Fax: 707 744 7488
Website: http://www.fetzer.com
Tasting Room: Features free tastings of all Fetzer Vineyards wines in a comfortable setting. Hours: 8 am-5 pm daily, closed on major holidays.
Bed & Breakfast: Ten rooms, most with vineyard views. Open year-round.
Valley Oaks Deli: Features salads, soups, sandwiches and other picnic supplies. Hours: 8 am-5 pm daily, closed on major holidays.
Organic Gardens: Five acres of fruits, vegetables, herbs, and flowers. Tasting is encouraged.
Tours: Tours are given year-round. Call for tour times. Open for unguided tours from 8 am-5 pm daily. There is a small fee for the tasting tour.
References
Bo Simons, "Oak In Winemaking: A Bibliography" available at the Sonoma County Wine Library's web site at http://www.sonoma.lib.ca.us/oak.html.
The Pine Ridge Winery offers a basic electronic "library"
about wine making including several articles on barrels and barrel making. You
can read their articles at
http://www.pineridgewinery.com/pubmenu.html?pub=8&key=barrels.
(Alas, this is a broken link. - Jay 12/02)An
excellent introductory web site is available at
http://www.burgundy-talent.com/site/english/barrel/index.html
Alas, another broken link, 10/06 Jay
Forward to the Past
The Comeback of an Old Saw Mill
Nate Shugars
Early one Saturday this May, Randy Hees and I headed north. As we turned west from Santa Rosa, the fog was lingering, and as we headed up into the hills, it seemed to get thicker. The roads got narrower with more turns as we carefully followed our instructions.
Pavement turned to gravel, and the gravel started to get thin before we came to the designated parking spot. As we walked up the hill and around a bend in the road, revealed to our gaze was a Remington steam tractor, parked by the side of the road-an encouraging sign. There were still wisps of fog as the Sturgeon Sawmill came in to view. It seemed like time travel-as if we were literally stepping into the past.
We were greeted, offered coffee and doughnuts, and left to wander about as the mill came slowly to life, the crew checking and lubing everything. What followed was one of the most enjoyable days I've had in a long while. The saw mill's operation was planned, of course; but how many of the other activities were planned, and to what degree, was hard to tell-it all seemed so spontaneous, an outpouring of community involvement.
Several displays of early logging equipment we set up in different locations, a portable forge was fired up, and a blacksmith set to repairing equipment. As more guests arrived, old-timers from the area arrived as well-bringing 1930's-era gas-powered drag saws and the like, then fell into leading small group tours around the site. Some gent arrived with a magnificently restored Packard Roadster-rag-top, etched-glass windows and all-we drooled.
The mill crew began cutting redwood logs-Bob Sturgeon, grandson of the original owner, Wade, was the sawyer-Boone Morrison [architect, historian and 6th generation Sonoma native] was the Block-setter-which meant he got to ride the carriage, and have far too much fun. Down under the mill floor, Harvey Henningsen and Richard Trevethick tended the steam engine [powered for now by compressed air, due to the current state of the boiler]. Harvey is the son of Ralph Sturgeon's long-time partner Jim Henningsen and Richard is-yes, a direct descendant of the Richard Trevethick who invented a steam locomotive in 1804. How's that for a mechanic's genealogy?
The rest of the crew-off bearers, stackers, etc., was filled out by a combination of old-timers, and various sons and grandsons-this mill is in the blood of a lot of people. The Sturgeon and Heggingsen ladies were very much in evidence as well-selling snacks, overseeing donations and video sales, etc.-this mill is in the blood of a lot of people.
As the day wore on and the sawdust piled up, the loggers'-carnival atmosphere grew and grew-finally, to top it off [so to speak], Ron Sturgeon, Bob's son, and the fourth generation of his family to work in the woods, put on his logger's gear and casually climbed about 150 feet up a redwood tree-then repelled back down! [He's a professional climber for Sturgeon's Tree Service].
When we finally left, the afternoon shadows were long, and I had the distinct feeling that soon the fog would blow in from the Pacific, and Sturgeons' mill would disappear into the past once again. Except for one thing-I will return to Sturgeons' at my earliest opportunity, for I believe the mill is now in my blood as well. This mill is in the blood of a lot of people.
Sturgeons Sawmill - Frozen in Time
Boone Morrison
The California Coastal Redwood, arguably among the largest lumber trees in the World, is found only in a narrow band along the California coast. Beginning in the Santa Cruz Mountains to the south, it's area of concentration widens as it extends northward, reaching it's maximum in Mendocino, Humboldt, and Del Norte counties. Sixty miles north of San Francisco, western Sonoma county was the scene of some of the earliest logging and milling in the state. Redwood logging in California began a bit later than one might think, due largely to the formidable size of the trees. Chopping down a 16' diameter 250' tall tree is one thing, but once down, what do you do then?
By 1837 a small commercial sawing operation was under way at Freestone, south of the Russian River, which involved a pit saw, hand labor, and produced only a small amount of lumber. In 1840 Juan Cooper established a water powered mill on his property at Rancho El Molino, however it was soon damaged by flood waters. Two years later Capt. Steven Smith, in return for extensive land grants from the Mexican government, traveled east to obtain equipment and set up the first steam sawmill in Sonoma, inland of Bodega, which was sawing by 1843 .
The logging in Sonoma was severely hampered by the huge logs and the difficulty in transporting them to the mill. The largest logs had to be split in the field by drilling them, packing in black powder and setting it off- too often with the splintering of the wood as the result. Equally difficult was the shipment of the finished product to market. Early operations stayed close to the coast, where downslope logging with teams was practical, and where they had access to doghole ports where lumber schooners were able to load. In 1877 the completion of the North Pacific Coast railroad, which provided rail connection to Sausalito on San Francisco Bay, spurred logging activity in the Russian River basin. In 1883 Capt. John Dolbeer patented his steam powered donkey engine, which made possible the moving of logs in terrain far too difficult for teams. The combination of the NPC and the Dolbeer created a boom in the lumber industry in Sonoma.
In the 1880's sawmills at Duncan Mills, Markham, Latham, Freezeout, Meeker, Tyrone, and Moscow Mills turned out hundreds of thousands of board feet of prime Redwood, most of which went south to build a growing San Francisco. Again, following the disastrous earthquake and fire of 1906, lumber from Sonoma rebuilt the City.
Along with the major operations there were a large number of small mills, most serving the communities where they were located. Sturgeon's mill is a classic example of such an operation. The mill was established in 1913 when Wade Sturgeon purchased used equipment once owned by the Korbel family (of champaign fame) and set up a mill in Coleman Valley, where he and a partner sawed until 1922 when the trees ran out. He then moved the mill to it's present location and was sawing in 1923. While the notion of moving a mill is a bit formidable, that was common practice in the days when transport of logs was still difficult - you moved to where the trees were. The machinery was removed and transported, in this case on solid tire trucks over gravel roads, foundations set up , the equipment installed, and a deck built so they could saw material to build the rest of the mill. Wade's son, Ralph, tells of salvaging bolts from a burned mill because they had no threading die to make their own - clearly, this was a shoestring operation, as were many of the small mills.
When Wade retired in about 1939 Ralph took over the operation and, with partner Jim Henningsen, ran the mill until they both retired in the later 1960's.
Today, virtually unchanged from 1923, Sturgeons sawmill is a living artifact of 19th Century mill practices. Ralph, now 95, remains bright of mind, though frail of body.
His partner, Jim Henningsen appears in the film, but passed away in March of 2002 at age 93. These men and what they knew are the stuff of legend.
The mill is the simplest of setups - the headrig, a Joshua Hendy Ironworks (San Francisco) unit from the mid 1880's, is fed by a carriage assembly from the same maker and era. Down below, an 1885 Atlas engine, built in Philadelphia, provides power to the main saw and sawdust conveyor. Two additional engines power the gang edger and cutoff saws. All the power in the mill is delivered by a canvass belt and pulley system that is in itself a minor marvel. An edger, cutoff saw, and planer are also driven off this same system, as are the sawdust and slash conveyors. A bullwheel setup brings logs in from the deck and positions them on the carriage, which has hand driven dogs. It does not get much more basic than this.
Though the boiler is not operational today, the other elements are and in May of 1999 the mill once again sawed logs, this time powered by a huge air compressor. The 60", 32-tooth main saw is supported by a 48" headsaw, and the pair can handle a 6' diameter log - larger if one cants it off properly.
The bullwheel, supported in the overhead framing of the mill, is tied to a Bechet line which can be run out to offload logs from trucks pulling in to the landing. A couple of wraps, drive in the sharpened Bechet hook, and one can parbuckle a log quite easily. This same bullwheel setup is used to position and turn logs on the carriage. Carriage drive is by a wire rope loop and the setting is done by hand with a ratchet lever and geartrain.
All in all, Sturgeons mill represents the early methods and equipment which once were found all over the Redwood logging region of California.
Ralph has said, "if we cut over 18,000 (bd feet) a day, I gave the crew two bits extra per thousand", indicating that a mill such as Sturgeon's could easily fill two NPC 28' flat cars per day if they had a rail spur. However, Ralph also said, "the band mill boys made lumber while we made sawdust" in reference to the large kerf of the circular saw. At 1/3 inch per pass, every third one was a wasted 1x - hardly wise in today's time of super efficiency.
Though the saws run with minimal guards, and there are but few safety appliances in evidence, the crew at Sturgeons never suffered a serious injury in 21 years of operation - a vote for the working man and the attention he paid to his task in that era.
The mill stands today as a living testament to the loggers and mill men of Sonoma just after the turn of the Century. The fact of it's never having been significantly modernized is marvel enough, but that it still runs perfectly is the real treasure. Privately owned, the families have formed a non-profit organization to assist in the further stabilization and repairs to the mill, with the hope of once again running on steam power and providing for limited public access. They are hard at work , but need financial assistance to move forward. An address to contact them is at the end of this article.
The story of Sturgeons Sawmill has been documented in a new film, entitled "Sturgeons Sawmill - History and Steam in the California Redwoods".It is available as a 1 hr video from Oso Publishing, sponsors of the film project. Produced and directed by Boone Morrison, the film traces the history, introduces viewers to Ralph and Jim, and moves in to the mill to see the engine, the bullwheel and Becket line at work, and to ride the carriage as the huge saws once again scream through a Redwood log. For fans of old time steam logging and milling, it simply does not get any better.
VHS tapes are $24.95 and can be ordered by mail from Oso Publishing Co, 31328 N. Brooks Creek Rd, Arlington, WA 98223, by phone at 1-800-337-3547, or on the Internet at www.osorail.com
Tapes in PAL format will also be available, please inquire.
The Sturgeons Mill Reconstruction Project can be contacted at 2150 Green Hill Road, Sebastopol, CA 95472, or by e-mail at
Sturgeons Mill Restoration Project
The Sturgeons Mill Restoration Project is a group of friends, patrons, and volunteers that is dedicated to restoring the Historic old lumber mill to it's original condition, running once again on live steam.
We wish to run the mill periodically as a working museum. In addition we wish to acquire the adjacent Botanical gardens of Wade Sturgeon and restore them and his historic cottage to their former glory. Wade Sturgeon and Luther Burbank worked on propagating water lilies on this site.
We hope the mill and gardens will serve as an anchor to our past, a rare example of the pre-war industrial revolution and Luther Burbank's and Wade Sturgeon's imprint on Horticulture.
If you have an interest in helping us achieve our goals we would like to talk to you. We are a non-profit 501-c-3 organization and your donations are tax deductible. We welcome patrons and new members and friends with an interest in live steam, logging, sawmilling and local [Sonoma County] history.
Please contact Bob Sturgeon, 2156 Green Hill Rd. Sebastopol, Ca., 95472 [707] 829-0561, email , or Harvey Henningsen, 7730 Healdsburg Ave. Sebastopol, Ca., 95472, [707] 829-0561, email .
[We're exploring how we could do a Chapter visit to the
mill, stay tuned! - Jay]